您好!欢迎访问济南安瑞得电子有限公司官网!

 可燃气体报警器生产厂家
可燃气体报警器生产厂家
拥有多年气体报警器行业经验,成功服务数千家用户,销售网络覆盖全国二十多个省市 免费服务热线
0531-88972406 可燃气体报警器生产厂家
可燃气体报警器生产厂家免费服务热线
0531-88972406 
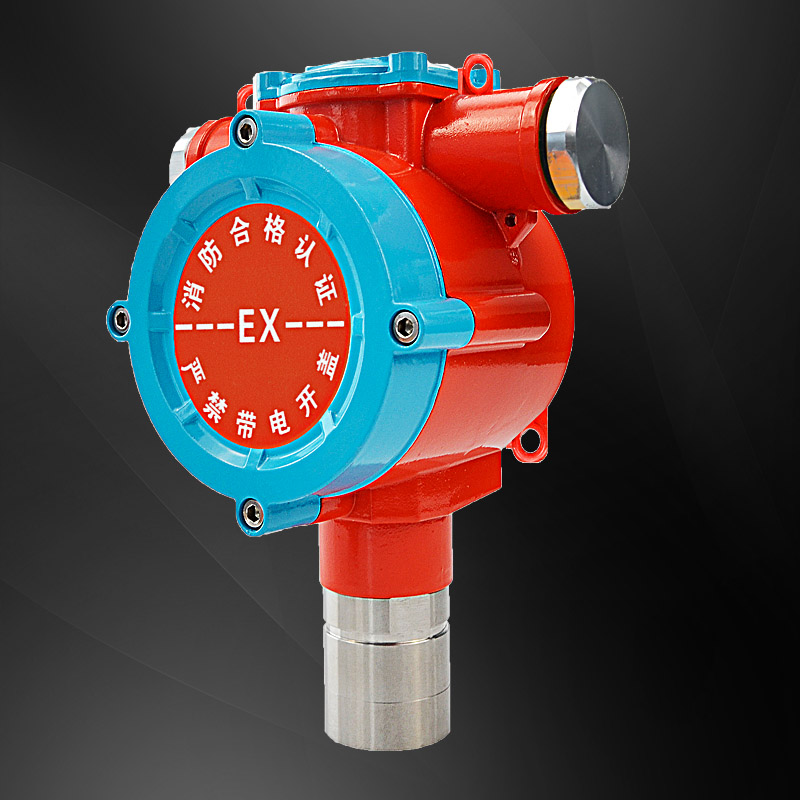
在煤矿行业,安全始终是重中之重。二氧化碳作为煤矿中常见的气体之一,其浓度的变化可能对矿工的生命安全和煤矿的安全生产造成严重威胁。济南安瑞得电子有限公司专注于为各类恶劣、强腐蚀及高危险防爆型环境提供可靠的气体安全检测解决方案,其生产的煤矿二氧化碳气体探测器在保障煤矿安全方面发挥着重要作用。
济南安瑞得电子的煤矿二氧化碳气体探测器多数采用红外吸收原理。二氧化碳对特定波长的红外线具有吸收特性,探测器内部的红外光源发射出特定波长的红外线,当含有二氧化碳的气体进入探测器的气室时,部分红外线会被二氧化碳吸收,导致到达探测器另一侧红外接收器的红外线强度发生变化。通过测量红外线强度的变化,就可以计算出气体中二氧化碳的浓度。这种原理具有精度高、稳定性好、响应速度快等优点,检测精度可达±5%FS(常规),响应时间≤60s(常规),T90<25s。
部分探测器也采用电化学原理。在探测器的电化学传感器中,二氧化碳气体与电极发生化学反应,产生与气体浓度成正比的电流信号。通过测量电流信号的大小,就可以确定二氧化碳的浓度。这种原理适用于较低浓度的二氧化碳检测,具有灵敏度高的特点。
在煤矿井下的采掘工作面、巷道等作业区域,由于煤炭的开采和氧化过程会产生二氧化碳,同时人员呼吸也会释放二氧化碳。如果二氧化碳浓度过高,会导致矿工缺氧,甚至窒息。济南安瑞得的探测器防护等级达到IP66,能够适应井下潮湿、多尘等恶劣环境,实时监测二氧化碳浓度,当浓度超过设定的报警值(可自由设置报警点)时,探测器会发出声光报警(指示灯报警,可选配防爆声光报警灯,≥95dB),提醒矿工及时采取措施,保障作业安全。

通风系统是煤矿安全生产的重要保障,它可以将井下的有害气体排出,引入新鲜空气。济南安瑞得的探测器可以安装在通风系统的进风口、出风口等位置,监测通风系统中二氧化碳的浓度,为通风系统的运行提供数据支持。当二氧化碳浓度异常时,可以及时调整通风量,确保井下空气质量符合安全标准。
煤矿中的一些密闭区域,如采空区、废弃巷道等,可能会积聚大量的二氧化碳。这些区域存在着安全隐患,一旦二氧化碳泄漏到作业区域,会对矿工的生命安全造成威胁。济南安瑞得的探测器可以安装在密闭区域的周围,实时监测二氧化碳的泄漏情况,及时发现潜在的安全风险。
在选型时,要根据煤矿的实际情况选择合适的探测器。考虑因素包括检测精度、测量范围(一氧化碳测量范围一般为0 - 1000ppm/0 - 2000ppm)、防爆等级(Exd IIC T6 Gb,适配1区/2区高危爆炸环境)、防护等级等。同时,要确保探测器具备相关的资质认证,如防爆合格证、消防型式认可、CPA计量许可证等,符合国标GB15322.1 - 2019、GB/T50493 - 2019的要求。
安装位置要选择在二氧化碳容易积聚的地方,如井下作业区域的低洼处、通风不畅的角落等。探测器要安装牢固,避免受到震动和碰撞。同时,要按照安装规范进行布线,确保信号传输稳定。
校准周期一般为半年到一年,具体时间可以根据实际使用情况和环境条件确定。校准要使用标准气体,按照操作规程进行操作。济南安瑞得电子有限公司提供电话视频技术指导、远程标定等服务,方便用户进行校准。
定期对探测器进行清洁,清除探测器表面的灰尘和污垢。检查探测器的工作状态,如电源是否正常、报警功能是否正常等。如果发现探测器出现故障,要及时联系厂家进行维修。济南安瑞得提供7×24小时售后保障,1小时内响应、24小时出具解决方案,质保期为产品出厂之日起一年(人为及不可抗力除外)。
总之,济南安瑞得电子有限公司的煤矿二氧化碳气体探测器在保障煤矿安全方面具有重要作用。通过了解其工作原理和应用场景,正确选型、安装、校准和维护探测器,可以有效预防二氧化碳中毒等安全事故的发生,为煤矿的安全生产提供有力保障。

 2026-06-30
2026-06-30


2026-06-30
2026-06-30
2026-06-30
 0531-88972406
0531-88972406 
3168369310@qq.com

手机18615629618

山东省济南市历城区北园大街9号荣盛时代国际广场A座

















