您好!欢迎访问济南安瑞得电子有限公司官网!

 可燃气体报警器生产厂家
可燃气体报警器生产厂家
拥有多年气体报警器行业经验,成功服务数千家用户,销售网络覆盖全国二十多个省市 免费服务热线
0531-88972406 可燃气体报警器生产厂家
可燃气体报警器生产厂家免费服务热线
0531-88972406 
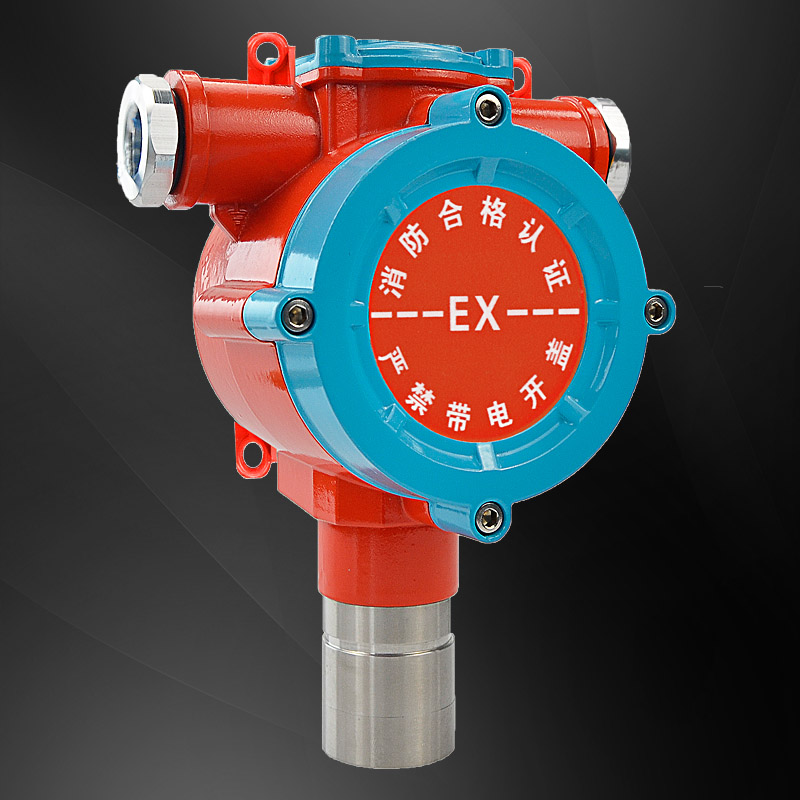
在炼化厂区,异戊烷作为一种常见的易燃易爆气体,其泄漏可能会引发严重的安全事故。因此,使用可靠的气体检测报警仪至关重要。济南安瑞得电子有限公司专注于为各类恶劣、强腐蚀及高危险防爆型环境提供可靠的气体安全检测解决方案,其生产的异戊烷气体检测报警仪在炼化厂区有着广泛的应用。
济南安瑞得的部分异戊烷气体检测报警仪采用催化燃烧原理。在传感器中,异戊烷气体与催化元件表面接触,在催化剂的作用下发生燃烧反应,产生热量使催化元件的电阻发生变化。通过测量电阻的变化,就能确定异戊烷气体的浓度。这种原理的优点是检测精度较高,可燃气体检测精度可达±3%FS,响应时间快,可燃气体响应时间≤30s,能快速检测到异戊烷气体的泄漏。
还有一些采用红外吸收原理。异戊烷气体对特定波长的红外光有吸收作用,仪器发射特定波长的红外光,当异戊烷气体存在时,红外光的强度会发生变化,通过检测红外光强度的变化来确定异戊烷气体的浓度。该原理具有抗中毒、长寿命的特点,传感器使用寿命可达3 - 5年,而且受环境因素影响较小,能在复杂的炼化厂区环境中稳定工作。
济南安瑞得的异戊烷气体检测报警仪检测精度高,能够准确检测异戊烷气体的浓度,为炼化厂区的安全提供可靠保障。其测量范围可覆盖3 - 100%LEL,能满足不同场景下的检测需求。
响应时间是衡量气体检测报警仪性能的重要指标之一。该公司的产品响应迅速,能够在短时间内检测到异戊烷气体的泄漏,并及时发出报警信号,为工作人员采取措施争取时间,减少事故的发生。
炼化厂区属于高危爆炸环境,对设备的防爆防护等级要求极高。济南安瑞得的异戊烷气体检测报警仪防爆等级达到Exd IIC T6 Gb,防护等级为IP66,能够有效防止爆炸和外界灰尘、水的侵入,确保设备在恶劣环境下正常工作。

产品支持GPRS/NB - IOT/4G物联网传输,可实现多终端/多平台异地集中监控,报警自动提醒。同时,支持开关量信号输出,可与排风系统、声光报警器、喷淋系统等消防设施联动控制,当检测到异戊烷气体泄漏时,能及时启动相应的应急措施,保障厂区安全。
炼化厂区的环境温度变化较大,该公司的气体检测报警仪具有宽温工作特性,催化燃烧/红外传感器可在 - 40℃~ + 70℃的环境下正常工作,能适应不同季节和工况的温度要求。
济南安瑞得的产品符合国家强制标准,拥有防爆合格证、消防型式认可、CPA计量许可证等资质认证,产品的设计、制造及检定均遵循GB15322.1 - 2019、GB/T50493 - 2019等相关国家标准,可确保通过消防验收和安监合规检查。
企业具备强大的定制化与系统集成能力,可根据炼化厂区的具体需求,定制传感器、通讯方式、安装方式及系统解决方案,满足多样化的复杂采购需求。
济南安瑞得提供7×24小时售后保障,1小时内响应、24小时出具解决方案,质保期为产品出厂之日起一年(人为及不可抗力除外),让用户无后顾之忧。
在炼化厂区,济南安瑞得电子有限公司的异戊烷气体检测报警仪凭借其先进的工作原理和诸多应用优势,为厂区的安全运行提供了有力保障,是企业保障安全生产的可靠选择。

 2026-06-22
2026-06-22


2026-06-22
2026-06-22
2026-06-22
 0531-88972406
0531-88972406 
3168369310@qq.com

手机18615629618

山东省济南市历城区北园大街9号荣盛时代国际广场A座

















