您好!欢迎访问济南安瑞得电子有限公司官网!

 可燃气体报警器生产厂家
可燃气体报警器生产厂家
拥有多年气体报警器行业经验,成功服务数千家用户,销售网络覆盖全国二十多个省市 免费服务热线
0531-88972406 可燃气体报警器生产厂家
可燃气体报警器生产厂家免费服务热线
0531-88972406 
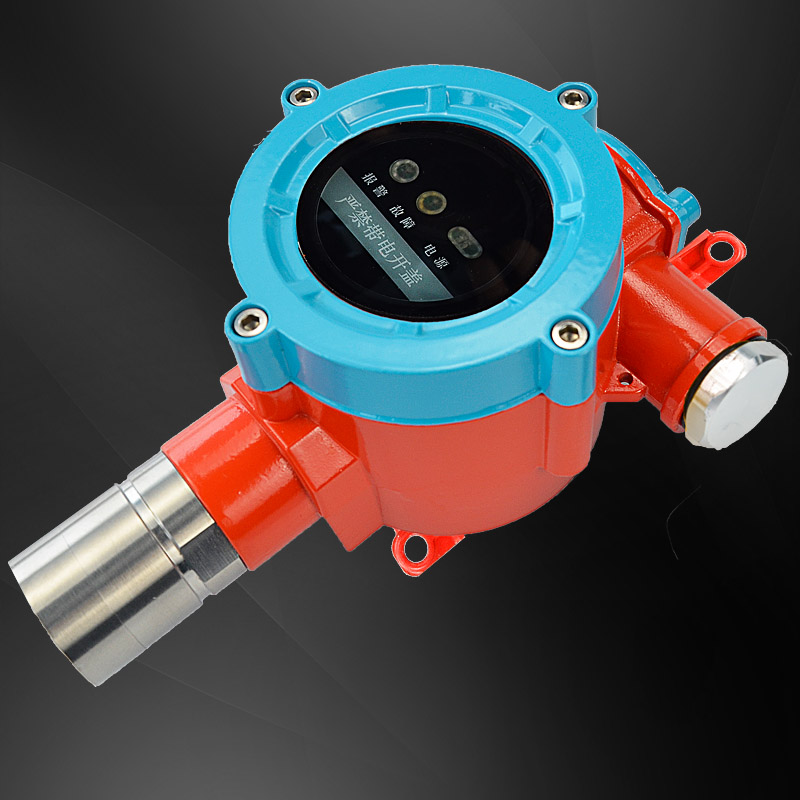
在污水处理厂中,甲烷作为一种易燃易爆气体,其安全检测至关重要。济南安瑞得电子有限公司专注于为各类恶劣、强腐蚀及高危险防爆型环境提供可靠的气体安全检测解决方案,旗下的甲烷气体检测报警仪在污水处理厂等场景发挥着重要作用。
济南安瑞得的部分甲烷气体检测报警仪采用催化燃烧原理。在检测过程中,传感器中的催化元件与甲烷气体接触,在催化剂的作用下发生燃烧反应,产生热量使元件电阻发生变化。检测电路通过测量电阻变化来确定甲烷气体的浓度。该原理的检测精度较高,对于可燃气体:检测精度可达±3%FS ,响应时间较快,可燃气体响应时间 ≤30s 。
还有一些产品运用红外吸收原理。甲烷对特定波长的红外光有吸收作用,当红外光穿过含有甲烷的气体时,部分光被吸收,通过检测光强度的变化就能计算出甲烷的浓度。这种原理不受其他气体的干扰,抗干扰性强,能在复杂的污水处理厂环境中稳定工作。
在污水处理厂的厌氧反应池中,有机物分解会产生大量甲烷。济南安瑞得的甲烷气体检测报警仪可实时监测池内甲烷浓度,其防爆等级达到 Exd IIC T6 Gb ,能适配 1 区/2 区高危爆炸环境,防护等级为 IP66 ,可有效防止灰尘和水的侵入,保障设备在恶劣环境下正常运行。一旦甲烷浓度超过设定的报警浓度(可燃气体默认低报 25%LEL、高报 50%LEL ),报警仪会发出声光报警信号(探测器指示灯报警,可选配防爆声光报警灯(≥95dB) ),提醒工作人员采取措施,避免爆炸事故的发生。
污泥处理过程中也会产生甲烷。检测报警仪可安装在污泥储存罐、污泥输送管道等位置,通过信号输出(探测器:M - BUS 两总线/4 - 20mA )将数据传输到监控中心,实现远程监控。支持 GPRS/NB - IOT/4G 物联网传输,多终端/多平台异地集中监控,报警自动提醒,方便工作人员及时掌握甲烷浓度变化情况。
污水处理厂的地下管廊中可能积聚甲烷气体。济南安瑞得的报警仪宽温工作,探测器催化燃烧/红外 - 40℃~ +70℃ ,能适应地下管廊的温度环境。其长寿命的传感器(催化燃烧式 3 - 5 年)可减少频繁更换设备的成本和工作量,保障地下管廊的安全运行。
根据污水处理厂的具体环境和需求选择合适的报警仪。如果环境复杂、干扰气体多,可选择抗干扰性强的红外吸收原理的报警仪;如果对响应时间要求较高,催化燃烧原理的报警仪更合适。同时,要考虑测量范围、防爆等级、防护等级等参数是否满足现场需求。
安装位置应选择在甲烷容易积聚的地方,如厌氧反应池的顶部、污泥处理区的通风口等。安装高度要根据甲烷的密度确定,甲烷比空气轻,应安装在较高位置。安装过程中要确保接线正确,避免信号传输故障。
校准周期一般为半年到一年,具体可根据使用环境和频率确定。济南安瑞得提供电话视频技术指导、远程标定等服务,方便用户进行校准操作。校准前要确保使用标准气体,按照操作手册进行校准,保证检测精度。
定期检查报警仪的外观是否有损坏、灰尘堆积等情况,及时清理探测器表面。检查电源是否正常,确保设备稳定运行。如果发现报警仪出现故障,可联系济南安瑞得的售后人员,公司提供 7×24 小时售后保障,1 小时内响应、24 小时出具解决方案。
济南安瑞得电子有限公司的甲烷气体检测报警仪凭借其先进的工作原理、广泛的应用场景以及完善的选型、安装、校准、维护服务,为污水处理厂的甲烷气体安全检测提供了可靠的保障。


 2026-07-03
2026-07-03


2026-07-03
2026-07-03
2026-07-03
 0531-88972406
0531-88972406 
3168369310@qq.com

手机18615629618

山东省济南市历城区北园大街9号荣盛时代国际广场A座

















